光學塑膠產品之充填分析
影響射出光學塑膠產品之品質之主要因素另外還有壓縮比、細長比、背壓、螺桿轉速、溫度設定等因素。壓縮比即為進料牙深與計量牙深之比值,適當的壓縮比需考慮塑膠的壓縮性、裝填程度、傳熱與排氣,以增加塑膠原料之密度,使分子與分子之間的結合更緊密,壓縮比之值越高,塑膠原料在料管過程中產生的溫度越高•細長比即為螺桿工作長度與螺桿直徑之比值,細長比大時,則塑膠原料溫度均勻,但容易加熱過度,而有燒焦之顧慮。因此熱穩定性較佳之塑膠原料可用較長之螺桿與較大之壓縮比,熱穩定性較差之塑膠原料,可用較短之螺桿。
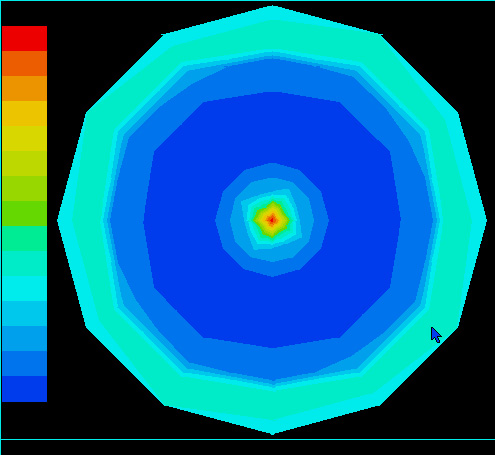
壓力分佈圖
由壓力分佈圖,更能看出成型品是否均勻填充,多模穴是否同時填滿;此乃
因為在填滿瞬間,壓力對時間較敏感,只要些微時間差異,即可看到明顯的
壓力差值。
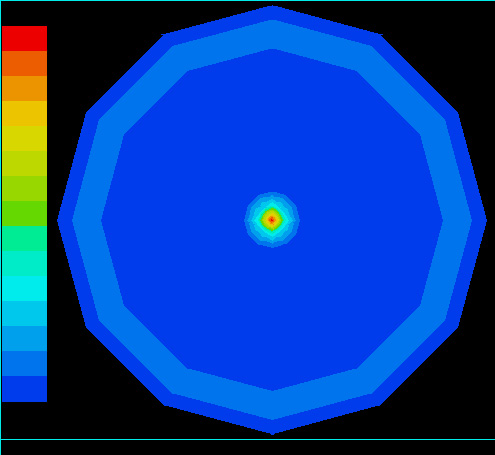
剪切應力分佈圖
剪切應力為成型品殘餘應力的來源之一;若其分佈不平均,集中此位置,不
僅影響成型品強度,也可能造成最後成形品的收縮與翹曲變形。其理想值在
1 Mpa 以下。
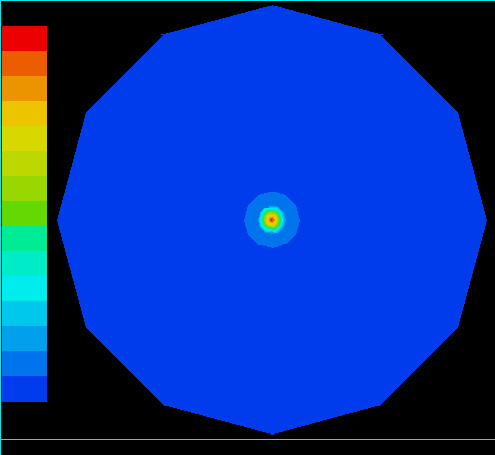
剪切速率分佈圖
剪切速率為速度梯度的變化,速度梯度變化太大時,分子鏈來不及適應,可
能會被扯斷;所以剪切速率太大,分子鏈容易斷裂,影響成型品強度。其理
想值在 10,000 ( 1/sec) 以下。
影響射出光學塑膠產品之品質之主要因素另外還有壓縮比、細長比、背壓、螺桿轉速、溫度設定等因素。壓縮比即為進料牙深與計量牙深之比值,適當的壓縮比需考慮塑膠的壓縮性、裝填程度、傳熱與排氣,以增加塑膠原料之密度,使分子與分子之間的結合更緊密,壓縮比之值越高,塑膠原料在料管過程中產生的溫度越高•細長比即為螺桿工作長度與螺桿直徑之比值,細長比大時,則塑膠原料溫度均勻,但容易加熱過度,而有燒焦之顧慮。因此熱穩定性較佳之塑膠原料可用較長之螺桿與較大之壓縮比,熱穩定性較差之塑膠原料,可用較短之螺桿。
